Эльборовые круги - Классификация, Сферы применения
Эльборовый инструмент по твердости близок к алмазу, но по некоторым другим характеристикам его превосходит. Этот материал имеет несколько торговых названий: эльбор (образовано сочетанием слов Ленинград и бор) киборит, кингонгит, кубонит, боразон (ближе всего к формуле вещества). Кубический нитрат бора с химической формулой BN, от которой образована аббревиатура (CBN в зарубежном написании, КНБ – в русском) – желтые прозрачные кристаллы.
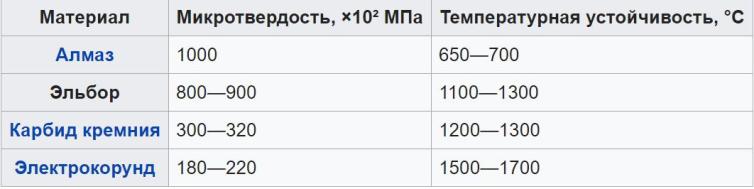
Твердость эльбора - (800-900)×10^2 МПа, у алмаза этот показатель - 1000×10^2 МПа, а микротвердость любых других абразивов ниже в несколько раз. Кроме этого преимущества, у эльбора химическая и термическая стойкость выше алмазной. Если алмаз начинает окисляться уже при температуре 600-700 °C, боразон способен выдержать повышение температуры до 1000-1200 °C.
Материал инертен к элементам, включаемым в состав легированных сталей, не реагирует на щелочи и кислоты. Еще один плюс – инертность к железу, в котором алмаз может раствориться. Этим объясняется то, что эльборовые круги предпочтительнее алмазных при шлифовании сталей.
Преимущества эльборовых кругов перед иными расходными инструментами:
- плотная структура, в 4-5 выше других абразивных материалов, кроме алмаза;
- длительный срок эксплуатации;
- стоимость ниже алмазных инструментов;
- структура эльбора позволяет проводить более мягкую, чем у алмаза, заточку и обработку – это уменьшает риск брака и порчи обрабатываемого изделия;
- очень долго сохраняется острота зерен, благодаря чему стойкость и режущая способность круга не изменяется;
- способность выдерживать значительные термические нагрузки дает возможность интенсификации режимов шлифования;
- шлифование сложнолегированных сплавов и сталей происходит без диффузии и адгезии зерен материала.
Эти достоинства позволяют широко использовать материал в промышленности, особенно в машиностроении и станкостроении.
Применение эльборовых кругов
Основная область использования инструмента – шлифование и заточка, применяется он и как самостоятельное орудие, и как элемент шлифовальных машин. Эффективны круги при обработке малых отверстий, профильных, зубчатых, винтовых и резьбовых направляющих, других изделий, для которых важно соблюдение заданной геометрической точности.

С помощью эльборовых кругов выполняется доводка и заточка режущего инструмента, изготовленного из быстрорежущих сталей (в том числе ленточных пил), суперфиниширование сталей закаленных, прецизионное зубошлифование и резьбошлифование.
Эльборовые шлифовальные круги лучше других абразивных материалов служат при обработке деталей из цементированных, сложнолегированных, подшипниковых, азотированных, и штамповых сталей с высоким содержанием кобальта, ванадия, вольфрама, молибдена.
Высокопористые круги эффективны при работе и с менее твердыми сплавами, основой которых служит никель, и износостойкими покрытиями: детонационных, плазменных, закаленного чугуна и хрома.

Использование боразоновых кругов повышает качество и точность обработки, увеличивает производительность и приносит значительную экономию.
Требования ГОСТ
Шлифовальные эльборовые круги изготавливаются в соответствии с ГОСТом 24106-80, в котором обговариваются требования к эльборосодержащему слою и корпусу, указывается относи тельная концентрация, зернистость и марка эльбора. Размеры и типы кругов определяются ГОСТом 17123, а скорости, при которых используется инструмент, определяются его механической прочностью и могут соответствовать 60, 50, 45 или 35 метрам в секунду.
Основные технические характеристики
К основным относятся четыре характеристики:
- тип круга согласно ГОСТа 17123;
- наружный диаметр (до 10мм, 100-200мм, 30-135мм и т.д. с максимальным значением 500мм);
- зернистость;
- степень твердости.
К другим данным относятся возможность работы всухую или с применением охлаждающей жидкости, максимальный параметр шероховатости, измеряемый в микрометрах, наработка инструмента в квадратных метрах и период стойкости в минутах.
Корпус круга
В качестве материала корпуса используется керамика или металл, по прочности и жесткости отвечающие требования безопасности. От материала корпуса зависит максимальная скорость работы станка:
- керамический корпус - до 60 м/с;
- керамика, в которой вклеен корпус из стали - 80 м/с;
- металлический корпус - 125 м/с.

Применение кругов с различными связками
|
Связка |
Обозначение |
Примечание |
|
Органическая |
О |
Заточка режущего инструмента из быстрорежущих сталей. Шлифование направляющих станин. Плоское шлифование труднообрабатываемых сталей |
|
Керамическая |
К |
Круглое внутреннее и плоское шлифование режущего инструмента и других деталей из труднообрабатываемых сталей. Резьбошлифование и зубошлифование. Шлифование отверстий и беговых дорожек малогабаритных прецизионных подшипников |
|
Металлическая |
М |
Шлифование резьбы с малым шагом. Чистовое хонингование сталей |
CBN-круги с керамической связкой высокопористые, это позволяет снизить их засаливаемость, уменьшить частоту правок и улучшает подачу охлаждающей жидкости при мокром способе работы. В результате рабочий интервал температур может повышаться без появления прижогов. Эти круги эффективны при выполнении профильного и глубинного шлифования, обработке сталей с пониженной твердостью, жаропрочных т вязких сплавов. Обычная для кругов с керамической связкой концентрация зерна – 100%, если этот показатель выше, увеличивается и срок службы круга, а так же его режущая способность.
Органические связки предназначены для кругов, используемых при выполнении следующих работ:
- чистового шлифования и заточки инструмента, изготовленного быстрорежущих сталей (вольфрамовых – Р9, Р19, Р18, вольфрамо-молибденовых - P6M5), легированных кобальтом и ванадием с повышенной производительностью (Р12Ф4К10М2, Р12Ф5К5, P9Ф5);
- окончательного и чистового шлифования прецизионных деталей изготовленных из высокотвердых сталей (HRS55 и более), конструкционных высоколегированных, нержавеющих и жаропрочных сталей, высокоточная обработка которых обычным абразивным инструментов невозможна;
- окончательного и чистового шлифования ходовых винтов направляющих станов и других прецизионных крупногабаритных деталей, при обработке которых значительно увеличивается температура, приводящая к деформации;
- окончательного и чистового шлифования на станках, действующих в полуавтамотаческом и автоматическом цикле.
От вида связки зависит зернистость эльборосодержащего слоя. Так, для керамической связки ее показатели должны быть равны 250/200 -14/10. А для связки органической - 250/200 -3/2.
Вне зависимости от вида связки эльборовые круги могут работать как с водяным охлаждением, так и с применением сухого метода. В качестве охлаждающей жидкости используется специальная эмульсия, индустриальное масло (с добавлением сульфофрезола или без него), водяной раствор нитрата натрия и т.д.
Зернистость эльбора
Эльбор для кругов может быть в виде шлифпорошка, микропорошка или зерна. От размеров зерна зависит применение круга, это распределение можно увидеть в таблице:
|
Зернистость |
Размер зерна основной фракции, мкм |
Применение |
|
ЛМ1 |
0-2 |
Доводка |
|
ЛМ3 |
1-3 |
Полирование |
|
ЛМ28 |
20-28 |
Тонкое шлифование, суперфиниширование |
|
Л6 |
63-80 |
Тонкое шлифование |
|
Л12 |
125-160 |
Шлифование |
Концентрация эльбора
Кроме зернистости, имеет значение и концентрация эльбора. Максимальный показатель концентрации составляет 150%, минимальный – 25%, кроме того, выпускаются круги с показателями концентрации 125, 100, 75 и 50%. В кругах с концентрацией 100% (самых распространенных) в абразивном слое содержится 0,878 мг эльбора на 1 мм3.
Выбор этой характеристики зависит от условий использования и других данных:
Твердость
Твердость характеризует прочность, с которой зерна удерживаются в связке. Этот показатель определяет работоспособность инструмента. Маркируется согласно стандартам ISO или по российским стандартам:
Группы твёрдостей |
Мягкие |
Средние |
Твёрдые |
|||||||
Стандарт России |
М3 |
СМ1 |
СМ2 |
С1 |
С2 |
СТ1 |
СТ2 |
СТ3 |
Т1 |
Т2 |
Стандарт ISO |
J |
K |
L |
M |
N |
O |
P |
Q |
R |
S |
Марки эльбора
Для эльборосодержащего слоя кругов используется материал различных марок, каждая из которых предназначена для определенного вида работ:
|
Марка ЭЛЬБОРА |
Характеристика материала |
Связка |
Применение |
ЛО |
материал средней прочности |
керамическая |
чистовое шлифование |
ЛП |
материал повышенной прочности |
керамическая |
чистовое шлифование |
ЛКВ |
материал высокой прочности |
керамическая, металлическая |
хонингование, высокопроизводительное шлифование |
ЛКВ30 |
материал высокой прочности |
керамическая |
чистовое шлифование закалённых легированных сталей, подшипниковых сталей |
ЛКВ40 |
материал высокой прочности |
керамическая, металлическая |
высокопроизводительное шлифование закалённых легированных сталей, подшипниковых сталей, хонингование |
ЛКВ50 |
материал очень высокой прочности |
керамическая, металлическая |
высокопроизводительное и глубинное шлифование закалённых легированных сталей, подшипниковых сталей, специальных сплавов. |
ЛОС, ЛПС |
материал с керамическим покрытием |
органическая |
заточка режущего инструмента |
ЛКВ40М, ЛКВ50М |
материал с металлическим (никелевым) покрытием |
органическая |
заточка режущего инструмента, заточка на станках с ЧПУ, вышлифовка стружечных канавок |
ЛМ |
микропорошки |
керамическая, органическая |
суперфиниширование, полирование, притирка |
Типы эльборовых кругов
Для выполнения различных работ выпускается множество эльборовых кругов с разными профилями и типами, каждый из которых обозначается своей аббревиатурой:
Обозначение типа |
Описание |
| 1A1 | Плоские прямого профиля |
| A8 | Плоские прямого профиля без корпуса |
| 1E1, 1E6Q, 1D1 | Плоские с двухсторонним коническим профилем |
| 1V1, 1R1 | Плоские с односторонним коническим профилем |
| 1А2 | Плоские прямого профиля |
| 1F1X | Плоские с полукругло-выпуклым профилем |
| 4V9 | Профильные |
| 6A2 | Плоские с двухсторонней выточкой |
| 9A3 | 1A1 |
| 12A2-45, 11A2, 12V5-45, 12B2, 12C2 | Чашечные конические |
| 12R9, 12V9, 12A2-20, 12R4, 12V5-20 | Тарельчатые |
| 14A1 | Плоские прямого профиля |
| 14EE1 | Плоские с двухсторонним коническим профилем |
Эльборовые круги для заточки ленточных пил
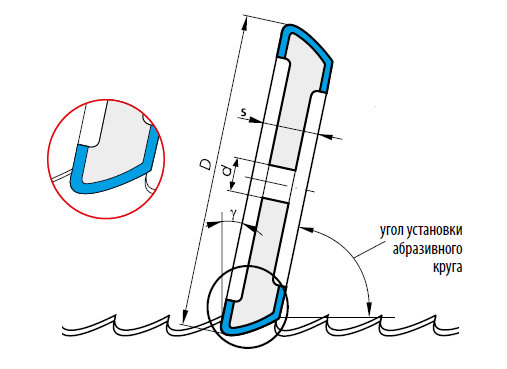
Одно из наиболее распространенных направлений, в которых используются боранзоновые круги – заточки пил для деревообрабатывающих станков. От качества заточки пилы зависит скорость. долговременность и эффективность ее работы. Заточка производится только с применением специальных станков, а круг за один проход стандартизирует и выравнивает межзубовые впадины пилы и внутренние углы зуба.
Преимущества применения CBN кругов:
- скорость обработки составляет всего 2-3 секунды;
- заточный инструмент долго не нуждается в правке;
- в среднем одним кругом можно обработать 10-15 тысяч метров пил.
Ленточные пилы выпускаются разными производителями, каждый из которых предлагает собственный профиль зубьев, поэтому и для их заточки требуется использовать соответствующие круги.

Разделить пилы по различию глубины и форме впадины между зубами можно на три группы:
- ВудМайзер (WM) 10/30-6.5 – практически в 80% случаев используется именно этот профиль или схожие с ним);
- Simonds 10/29-5.3 – мельче, чем первый;
- Hakansson 10/31-7.3 – более глубокий.
Однако для пил каждого производителя может использоваться эльборовый круг с конкретными данными:
Производитель пилы |
Описание |
Профиль диска |
Шаг 22 |
| Wood -Mizer (WM) стандарт, Cayman Silver, Ro-Ma, Armoth, Horns, Fenes, Krupp, Lynx, Alligator, Morse | 10/30-6.5 | 1 |
| Wood-Mizer (WM) летний | 13/29-6.5 | 16 |
| Wood-Mizer (WM) летний глубокий | 13/28-7.4 | 21 |
| Wood-Mizer (WM) зимний | 9/29-5.5 | 19 |
| Wood-Mizer (WM) зимний специальный | 7/29-5.5 | 25 |
| Wood-Mizer (WM) зимний для промороженной древесины | 4/32-5.5 | 39 |
| Lenox, Nook | 10/30-6.8 | 2 |
| Rontgen CR-300, Banholzer, HWSM | 10/28-5.8 | 3 |
| Simonds | 10/29-5.3 | 8 |
| Hakansson | 10/31-7.3 | 9 |
| Diamond | 10/30-5.5 | 14 |
| MFS (Uddeholm) универсальный | 10/30-6.1 | 18 |
| MFS (Uddeholm) зимний | 8/30-6.1 | 28 |
| MFS (Uddeholm) летний | 12/30-6.1 | 29 |
| MFS (Uddeholm) зимний для промороженной древесины 4 | 4/32-6.1 | 30 |
| MFS (Uddeholm) зимний для промороженной древесины 7 | 7/29-6.1 | 31 |
| Биметалл Lenz | 10/30-6.5 | 33 |
| Биметалл Bahco | 10/30-6.3 | 34 |
| Биметалл Bahco (НОВЫЙ 2017!) | 10/30-6.5 | 108 |
| Биметалл Bahco зимний | 9/29-6.3 | 35 |
| Биметалл Arntz, Bahco зимний для промороженной древесины | 4/32-6.3 | 36 |
| Шаг 19 | ||
| Lenox, Simonds | 10/30 5.8 | 10 |
| Hakansson | 10/30-6.2 | 11 |
| Шаг 25 | ||
| Hakansson, HWSM, Simonds | 10/30-8.4 | 12 |
| Lenox | 10/30-7.7 | 15 |
| MFS (Uddeholm) | 10/30-6.7 | 32 |
Значение во втором столбце расшифровываются следующим образом: 10 – передний угол, 30 – угол задний, 6,5- глубина впадины.
Маркировка эльборовых кругов
Обычно маркировка представляет собой поочередное обозначение следующих параметров: тип круга – его размеры, материал, используемый при изготовлении – зернистость абразивного слоя – твердость круга – используемая связка – концентрация – рабочая скорость.
На кругах с диаметром больше 225мм характеристики наносятся на корпус, если же диаметр меньше, то на корпусе нанесены только основные показатели, а для изделий с диаметром меньше 50мм, данные заносят на этикетку.